

DESIGN FOR MIM
At ARC Group Worldwide Inc., we encourage direct contact between our technical team and yours during all stages of the project. By involving our world-class team as early as possible in the design process, we can help you design an ideal part for our MIM process, and ensure the most robust and cost-effective component possible. Our team is always available at our facility to show you first-hand how the MIM process works, and help your technical staff understand how to best incorporate MIM into your designs.
In addition, ARC hosts a MIM School quarterly at the Longmont, CO facility to teach your engineers, buyers, and quality personnel the basics of the MIM process through classroom and hands-on learning in our facility. If current MIM School dates will not work for your team, we will work with you to schedule a personal MIM School for your team at our plant, or present it to you at your own facility. Our goal is to work with you as much as possible to ensure the success of your MIM programs, and guarantee you come back to ARC for your next project.
MIM offers tremendous freedom in design in comparison to other metal production processes. Given it is a combination of plastic injection molding and powdered metals, we offer following characteristics and guidelines.
UTILIZE PLASTIC MOLD DESIGN PRINCIPLES:
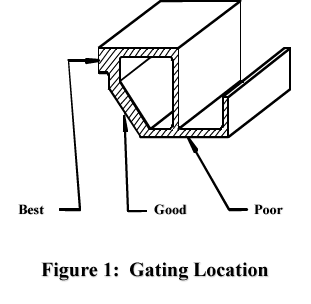
GATING:
As a rule, gates should be placed in a position that allows for thick to thin filling conditions as shown in Figure 1 to help prevent sinks or voids in the finished components.
WALL THICKNESS AND CORING:
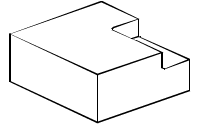
ARC’s advanced feedstock allows for wall thickness down to 0.010” and as thick as over 0.250”, depending on the flow length. Wherever possible strive for uniform wall thickness by utilizing coring that is parallel to the mold movement as it opens. This will minimize material costs, cycle times and molding related defects., see Figure 2.
Longer Cycle Times
Higher Costs
0.050″ – 1.00″
Figure 2: Coring
DRAFT ANGLE:
Typical draft is between ½ to 2° to allow for ease of ejection and part removal. However, for short surfaces, zero draft is possible depending on the remaining part geometry.
Production Volumes:
Low volume to millions of parts a year can be made with the MIM process, as it is a highly scalable process. ARC is a highly automated and integrated facility using the latest technology in the industry to improve cycle times and process flow.
Part Weight and Size:
As a general rule MIM parts are between 0.1-400 grams. However, as the part size increases, material becomes a cost driver for MIM and we must get creative by utilizing coring and ribs to help reduce the overall weight without compromising strength. With ARC’s diversified operations we are capable of making parts below the 0.1 grams and above the 400 grams listed above.
Precision:
Tolerances can be held capably (1.33Cpk) to +/-0.5% and for a layout dimension holding +/-0.3% is common. These percentages are valid down to +/-0.0015” as below this threshold it is difficult to discern process variation from gage variation. For tolerances tighter than listed, secondary finishing processes are available. As with any technology, we encourage a relaxation in tolerances as it will impact cost and geometry and part design can greatly influence the capabilities listed.
Part Consolidation:
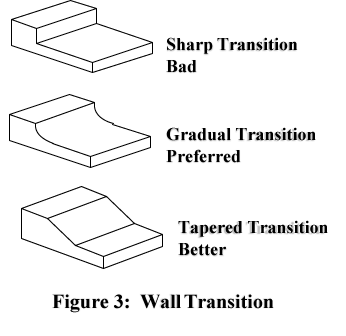
As illustrated in Figure 4, the MIM process allows for the assembly or consolidation of components into a single finished component. ARC has successfully consolidated several customer designs into one allowing for fewer purchased components, no extra assembly costs, and improved part performance.
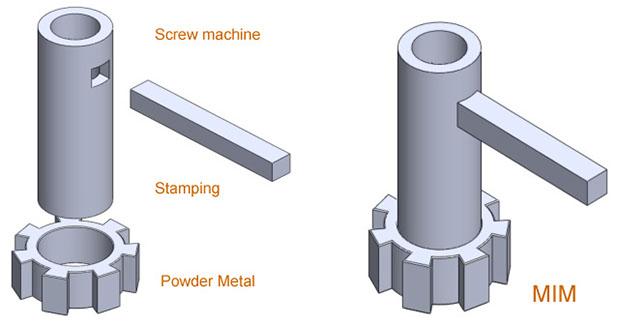
Figure 4: Part Consolidation
Surface Finish:
The surface finish of as-sintered MIM parts is typically better than 63µin. ARC has tumbling and blasting equipment that can enhance the surface finish and generate values around 36µin. If requirements dictate even more improvement, we are partnered with outside vendors for operations such as REM finishing.
Part Staging:
Throughout the sintering process some MIM components require intricate and precise supports to overcome the effects of sag and drag which are inherent in the MIM process. ARC has an in-house design group that has utilized advanced manufacturing methods to develop a proprietary method for manufacturing the sintering trays. This results in the development of highly complex geometries in a very short amount of time. This has greatly reduced the time to market and cost of the fixturing while providing better tolerance control of the near net shape parts.
Design Advantage:
ARC encourages direct contact between our technical staff and yours. By involving our technical staff up front with design conversions and product development, we can help you design a more cost effective and MIM friendly component. In addition MIM school is held quarterly at our Colorado facility to teach engineers, buyers and quality personnel the basics of MIM design and the class can be presented at your facility.
The ARC Advantage
At ARC we have assembled the most experienced MIM staff in the world and continue to invest in new and diverse equipment to maintain our state of the art facility. We invite you to visit any of our facility and start developing a relationship with our staff that we are sure will lead to a lasting and valuable partnership.